As a responsible corporate citizen, we are aware of the importance of a safe and clean environment to protect the unique ecosystems that sustain us. We have proactively harnessed innovation, adopted technologies and implemented process changes to reduce long-term environmental impact and risks. We have established a robust Environmental Management System (EMS). A recognised sustainability champion, we are constantly striving to reduce emissions, manage water and waste and progress along the decarbonisation pathway with set targets.

Vijayanagar operations is also SA 8000:2014 certified
Details on certifications are available at: https://www.jsw.in/groups/jsw-steel-limited-certifications-steel
| Focus areas | KPIs | Units | FY 2021-22 | FY 2020-21 | FY 2019-20 | FY 2018-19 |
|---|---|---|---|---|---|---|

Climate change
|
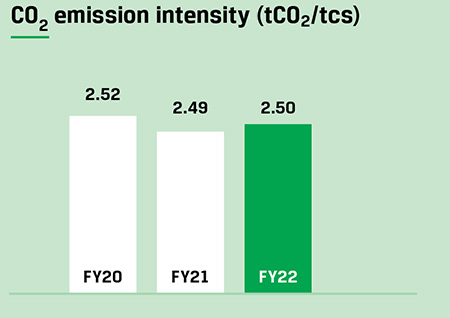
Emissions (Scope 1 and 2) GHG emission intensity (Scope 1 and 2) |
‘000 tCO2 tCO2/tcs |
44,211.31 2.50 |
37,523.07 2.49 |
40,522.31 2.52 |
45,848.31 2.75 |
|
Energy
|
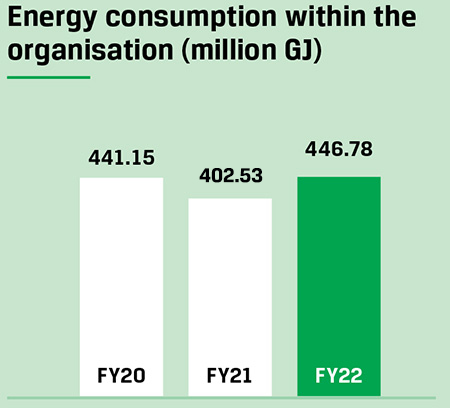
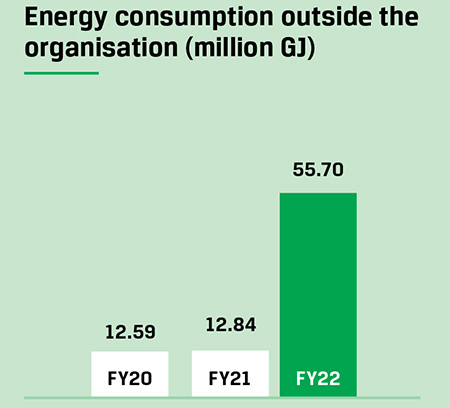
Specific energy consumption Energy consumption within the organisation |
GJ/tcs million GJ |
25.30 446.78 |
26.69 402.53 |
27.47 441.15 |
26.14 436.3 |
| Resources |
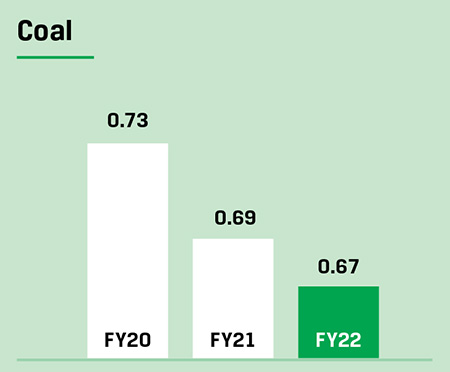
Specific iron ore consumption Specific coal consumption |
t/tcs t/tcs |
1.82 0.67 |
1.68 0.69 |
1.59 0.73 |
1.57 0.55 |
|
Water resources
|
Specific freshwater consumption (For steel production) |
m3/tcs |
2.45 |
2.41 |
2.60 |
N/A |
|
Waste1
|
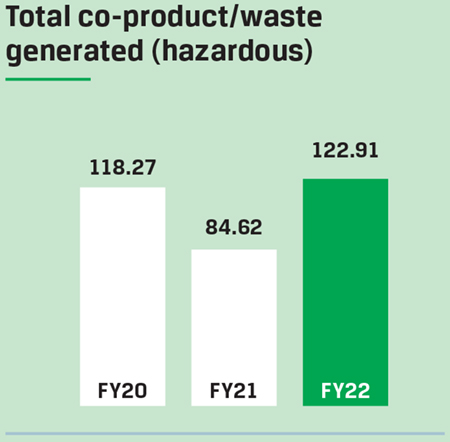
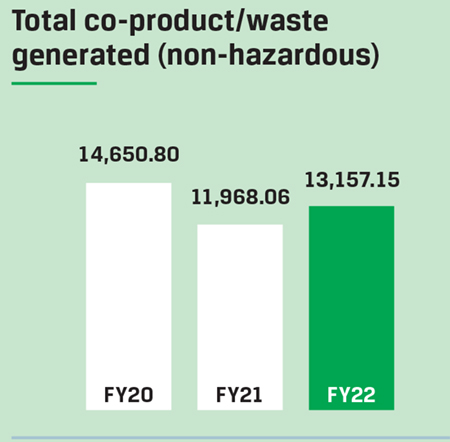
Non-hazardous waste generated2 Hazardous waste generated2 Waste recycled |
'000 tonne '000 tonne % |
13,157.15 122.91 100 |
11,968.06** 84.62 92.67 |
14,650.8 118.27 N/A |
13,616.75 129.72 N/A |
|
Waste water
|
Wastewater recycled |
'000 m3 |
16,539 |
16,050 |
16,313 |
19,161 |
|
Air emissions3
|
Particulate matter SOx NOx |
kg/tcs kg/tcs kg/tcs |
0.488 1.895 1.26 |
0.48 2.05 1.52 |
0.98 1.88 1.36 |
0.94 1.74 1.29 |
|
Biodiversity
|
Mangroves planted |
Nos. |
3,50,000 |
1,50,000 |
3,49,970 |
3,06,942 |
Focus areas are supported with 2030 targets
1 Waste FY 2020-21 and FY 2021-22 data excludes tailings.
2 Non-hazardous waste diverted from disposal – 13,658.51 (‘000 tonne) and hazardous waste diverted from disposal 121.24 (‘000 tonne)
3 Data for Air emissions for FY 2020-21 and FY 2021-22 are from process stacks.

We are committed to reducing specific GHG emissions from our three ISPs to less than 1.95 tCO2 / tcs by 2030 and achieve carbon neutrality at JSW Steel Coated Products within the same period.
The most recent Intergovernmental Panel on Climate Change (IPCC) study reveals that climate change is more widespread than earlier thought. We are stepping into a zone of irreversible impact that will lead to developmental challenges, particularly for vulnerable communities.
At the COP26 summit at Glasgow in 2021, India committed to Net Zero by 2070. India is already advancing well on its path towards decarbonisation and we are actively partnering the country in doing so. Being one of India’s largest steel players, we have undertaken effective steps to reduce our carbon footprint. We are developing greener steel and propagating the climate action agenda in the country.
We have established a robust Climate Change Policy which commits to the prevention of the causes of climate change; mitigation of and adaptation to the impacts of climate change and building overall resilience to climate change. Our Climate Action Group (CAG) helps us think and formulate ways in which we can enhance our decarbonisation efforts. The CAG meets on a monthly basis to monitor the progress across sustainability parameters. The policy also aims at promoting the mitigation of climate change across all our suppliers and business partners including logistics providers.
During FY 2021-22, we yet again received a Leadership rating (A- band) for our transparent disclosure and leadership actions towards climate change.
We monitor our Scope 3 emissions, which help us keep track of the overall GHG impact on our supply chain. During the reporting period, we had a credit due to avoided emissions of about 374.71 (000’tCO2) as per the guidance of worldsteel.
Purchased goods and services, upstream transportation and distribution, waste generated in operation, business travel, employee commute, downstream transportation and distribution from all three ISPs contributed around 1.09 million tCO2 emissions. The Scope 3 emissions of all applicable categories were conducted in accordance with “Technical Guidance for calculating Scope 3 as issued by GHG Protocol”.
As part of our climate strategy, we have also aligned with TCFD recommendations
Read More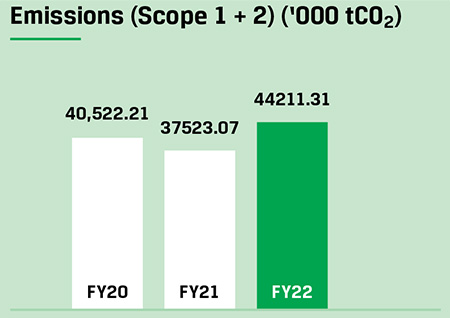
Note:
1. CO2 value is higher as compared to the previous year due to commissioning of Phase 2 at Dolvi.
2. 24.06 kgs of CFC 11e of emissions are from ozone depleting substances.
We realise that the challenge of climate change is a common one, and we need concerted and collaborative efforts to mitigate it. Towards this end, we are collaborating with academia, technology companies, private companies and others, to engineer and deploy scalable solutions to accelerate climate action. We are also aligned to leading initiatives such as Net Zero Steel Pathway Methodology Project, Assessment of Low-Carbon Transition (ACT), worldsteel’s STEP-UP Programme, Net-Zero Steel Initiative and are a member of IH2A and WBCSD. We have entered an agreement with Shell India Markets Private Limited, to evaluate and co-develop short- and long-term options for:
We are also collaborating with companies like Larsen and Toubro Limited to explore and evaluate various Carbon Capture Utilisation and Storage (CCUS) technologies and their applications.

We are committed to achieving energy target of 5.65 Gcal/tcs by 2030
We are targeting an RE consumption of ~1,000 MW by 2030
At JSW Steel, we have been optimising our energy use by deploying technologies that reduce our overall energy consumption. At the same time, we have planned to systematically increase renewable energy in our energy mix, thus helping us conserve resources and cutting down on emissions.

At JSW Steel Coated Products Ltd., we
flagged off our first ever electric vehicle
(EV) for material transfer in line with our
objective to achieve carbon neutrality by
2030.
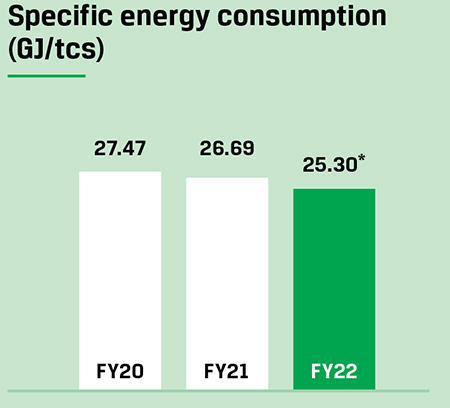
*Equivalent to 6.04 Gcal/tcs

JSW Group has been exploring all possibilities to generate and use green power. JSW Steel has started utilising solar power with the commissioning of 225 MW Renewable Solar power at Vijayanagar by JSW Renewable Energy Vijayanagar Limited, a subsidiary of JSW Energy Limited. Currently, JSW Steel Vijayanagar is utilising solar power for its operations resulting in reduction of steam coal consumption. The solar plant is situated at Thimalapura village, Bellary district, approximately 20 km from the JSW Steel Plant of Vijayanagar. This has enabled us to supply 400 KV through a dedicated transmission corridor. The plant at Thimalapura village is one of the largest captive solar power plants installed to supply power to any steel manufacturing unit in the country. The plant has been installed during FY 2021-22 on approximately 1,000 acres of land. The plant is well automated with the use of the Supervisory Control and Data Acquisition (SCADA) system and provides access to the power generated with control across multiple locations. The plant was set up in a safe manner, in compliance with all EHS norms of the JSW Group without any Loss Time Injury and also helped avoid emissions with the usage of 45 MW in steel operations.

At JSW Steel, we have always believed in sustainable manufacturing. We optimise resource use, explore ways to reduce our resource dependency and constantly look at ways to reuse and recycle the resources we consume.
We are subject to geo-political risks associated with global supply chain, including foreign or domestic government fiscal, political and economic crises. We efficiently respond to changing geo-political dynamics, without impacting customers. We meet energy requirements through import of coal from Australia, Canada, USA, Russia, Indonesia, and South Africa. Risk of price volatility and supply-side shock might impact raw material supply. Recent Ukraine-Russia border conflict had major impact on global economy and exacerbated supply-demand tensions. As such we don’t have permanent establishment in Russia, and we don’t intend to set up operations in Russia, or export to Russia in the foreseeable future. However, we continue import, in compliance with legal and political requirements of respective geographies. This follows permit sanctions imposed globally on Russian entities. We are exploring alternative supply option to sufficiently safeguarded business from any such event in future.
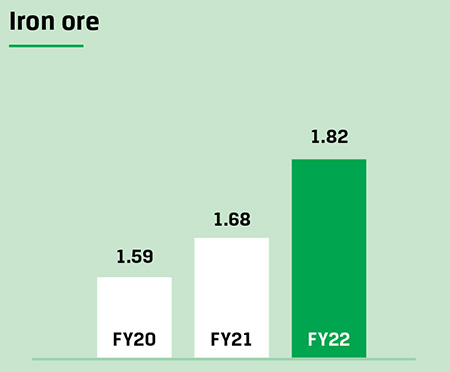
Note: Specific consumption of iron ore has increased due to fluctuations in the quality of iron ore.

We are committed to reducing specific water consumption for production from ISPs to 2.21 m3 / tcs* by 2030
*Considering the crude steel production process only
At JSW Steel, we are strongly dependent on water for conducting our operations. We value this critical resource and have undertaken several measures to optimise our use of water and reduce our dependence on it. Around 50% of our plants function in water-stressed regions and it is imperative for us to build long-term water security for our local communities. As part of our water stewardship approach, we have implemented water efficient technologies that help us conserve, reuse and recycle water, enabling judicious use of the resource.
The CAG, CEO, Executive Committee, Board Sustainability Committee are responsible for developing and monitoring the water management strategy and performance. We are also evaluating and reviewing our water risks to disclose on CDP’s water security 2022.
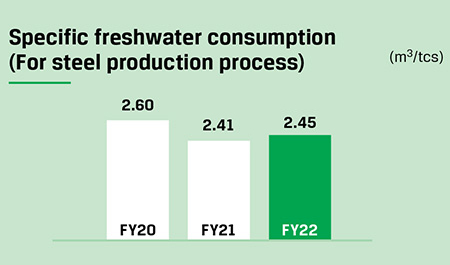
The increase in water consumption is primarily due to the commissioning of the Phase-2 at Dolvi plant.

Water is a core element of natural capital, underpinning many business activities. Water risks cut across most industry sectors. The risk continues to rise given the increasing demands and rising pressures. Safeguarding water and ensuring its availability in enough quantity and quality is therefore subject of vital interest to business. Conservation and reuse measures reduce exposure to rising demand and supply shortages. To evaluate the cost of water, looking at energy costs is also important. This is known as the energy/water nexus, which states that reduced water equal to reduced energy. Using less water reduces the amount of wastewater treatment costs also. With this objective, a detailed water study was initiated at our biggest steel plant at Vijaynagar by CII Triveni Water Institute. With the implementation of outcomes, we at JSW Steel envisage to set water strategy to optimise freshwater usage, enhance wastewater recycling and strategise actions to mitigate risks faced by the industry in terms of water availability as well as its social license to operate.

We are committed to achieving 100% recycling of all waste generated from our operations by 2030
During the year 2.76 MnT tailings were generated from the ore beneficiation.
Given the nature of our business, we currently collect about 0.80-1.0 tonne/day of plastic within our Vijayanagar plant. In order to avoid dumping of the waste, we have embarked on a plastic waste recycling project and established the system to shred and recycle waste in the in EAF and coke oven. The plastic waste is shredded at the MSW (municipal solid waste) plant, and the shredded plastic is blended with coal fines and charged in the coke oven. The plastic charging system has the capacity to recycle ~3 tonnes of plastics every day.
Currently, we recycle around 500 kg/day of plastic in Coke oven#3. In the previous year alone, we shredded 145 tonnes of waste plastic. Plastic recycling helps us reduce dumping of waste and CO2 emissions. It also enables us contribute to circularity of operations and helps us manage our resources better.

At JSW Steel, we have devised an ingenious way to convert slag to sand. Steelmaking generates two types of slags–iron making slag from blast furnaces and steelmaking slag from basic oxygen furnace. Of the two, the first finds its way into cement manufacture and construction. The second, given its metal content and peculiar composition, has been a matter of concern for steelmakers as it finds no immediate use and ends up in landfills. In alignment with our environmental and sustainability goals, the R&D team at JSW Vijayanagar has developed a process to convert this slag into a fine aggregate sand that can be used in civil construction. This new steel slag sand is an eco-friendly alternative to riverbed sand.
In this patented process circuit, crushed slag is treated through a vertical shaft impactor and a classifier after metallic separation. An 80 TPH plant has been commissioned at JSW Vijayanagar Works, which will be the world’s first steel slag-to-sand plant. This newly- developed sand has been tested and approved by IISc Bangalore, the National Council for Cement and Building Research, New Delhi and Central Road Research Institute, New Delhi.
The sand meets all specifications of IS-383 and can be used in all construction activities. The concrete strength achieved by using this sand is higher than that achieved with river sand and manufactured sand (M-sand).
This economically viable and environmentally acceptable alternative material can replace river sand and M-sand in road and civil constructions. Its use reduces the need for virgin material, energy consumption and emissions generated during the mining/crushing, processing and transportation of that material. Effective utilisation of this sand will help conserve natural resources, enable circularity and create economic value from a by-product.
At JSW Steel, we have undertaken measure to reduce the amount of plastic used to reduce waste generation. In alignment with the government’s plan to phase out the use of single-use plastic, and to the growing political pressures and emerging legislative mechanisms to minimise the use of and, where possible, eliminate SUPs across all facets of society, JSW Steel Coated Products Limited (JSWSCPL) is actively minimising plastic usage for its product packaging purposes.
As part of our waste minimisation journey, we consulted expert groups and stakeholders, and thoroughly studied plastics to find alternatives for the packaging material. Materials such as met wrap and flute boards, used for shock absorption, were considered as substitutes, with waterproof boards to deal with the moisture content.
In order to replace the Volatile Corrosion Inhibitor (VCI), an alternate material was developed which consists of a VCI paper layer laminated with HDPE woven fabric. We also replaced the Tenax straps used to seal the packaged products with the high tensile steel strap, thereby reducing plastic usage in packaging to the least extent possible.
Through this initiative, we have reduced our plastic usage in packaging by 50% to 200 g/tonne of steel from 400 g/tonne of steel.

We are committed to maintaining zero liquid discharge (ZLD) status



We are committed to reducing Specific dust emissions to 0.26 kg/tcs
Specific emissions of oxides of sulphur to 0.82 kg/tcs
Specific emissions of oxides of nitrogen to 0.91 kg/tcs
by 2030
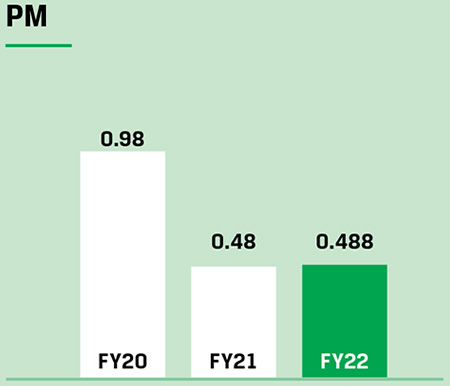
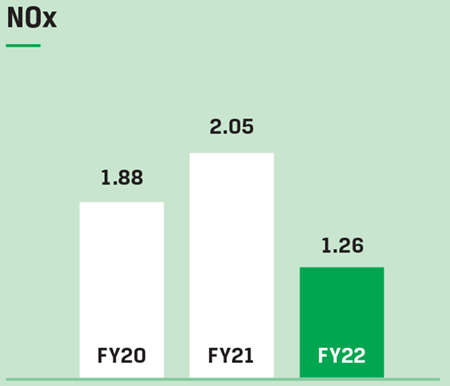
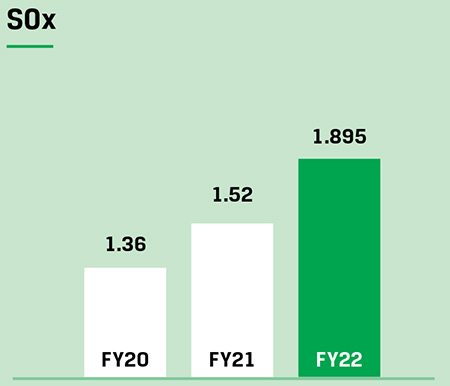
Data for FY 2020-21 and FY 2021-22 are from process stacks

We commit to achieving ‘No net loss’ of biodiversity at all our operating sites by 2030
Given our extensive operations in mining and manufacturing, biodiversity preservation has always been a constant focus for us. We are aligned to National Biodiversity Targets and we systematically study and measure our impact on the natural environment. We have also been taking preventive measures that are scalable to reduce biodiversity loss.
Trees planted during FY 2021-22
In compliance with the declaration of India Business and Biodiversity Initiative (IBBI) declaration, an initiative of the Confederation of Indian Industry (CII) in partnership with the Ministry of Environment, Forest & Climate Change, we have mapped biodiversity interfaces with business operations. We have been designated a Biodiversity Champion and have implemented schemes for enhancing awareness on biodiversity within the organisation. We also continue our biennial disclosure under the 10 points prescribed by IBBI. We are committed to not operate in World Heritage areas.

Tarapur MIDC is an industrial area situated near Mumbai. Over the years, the area’s Air Quality Index (AQI) has become an increasing cause of concern. In order to tackle such a challenge, JSW Steel Coated Products along with JSW Foundation has taken steps to establish an Urban Forest and biodiversity park in the area through the Miyawaki plantation method and have named it as JSW Miyawaki Park.
The park was conceptualised by Mrs. Sangita Jindal, Chairperson, JSW Foundation. Today, the park has become a dense urban forest within 14 months of inception with the plantation consisting of 8,500 saplings of more than 45 indigenous varieties. The park has received immense appreciation by the our employees and residents of the area.
In FY 2021-22
Cumulative saplings planted over the years
In FY 2021-22
Cumulative area restored over the years

At our mines, we ensure air quality through effective management with wet drilling and dust extraction system, helping achieve improved air quality. We have also installed comprehensive surface water management structures through which we have saved 1,752.04 KL of water each year.
We have undertaken a comprehensive study by the Central Research Institute for Dryland Agriculture (CRIDA), under the Indian Council of Agricultural Research (ICAR), for soil conservation. Through this, we ensure protection and conservation of soil. Moreover, through our robust wildlife management plan, we help safeguard wildlife.
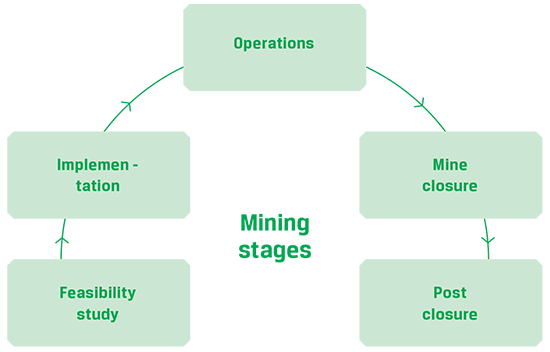
Mining of iron ore for steelmaking is underpinned by a various stages. We follow several stages in the mining life cycle. The stages followed in India are enumerated below.
1
It is an evaluation of the proposed mining project to determine whether the mineral resource can be mined economically.
The mines have been existing for decades and were transferred to JSW Steel through the e-auction process conducted by the Government of Karnataka, which provided data from the exploration carried out by M/s Mineral Exploration Corporation Limited (MECL), a Government of India Enterprise, to assess the status of mineral reserves in different mines.
2
Once the data on geological resource and reserve is established, the mining plan, i.e., the five-year scheme, is prepared and approved by the Indian Bureau of Mines, in accordance with applicable government laws, translating into a year-wise production and development plan.
Most of our captive mines are C-category mines. Hence, implementation of the Reclamation & Rehabilitation (R&R) measures [as per R&R plan prepared by the Indian Council of Forestry Research and Education (ICFRE) and approved by Central Empowered Committee (CEC)] is mandatory before commencing mining operations. The feasible production limit is fixed by the CEC based on the reserves, proposed dump capacity, infrastructure and environment clearance. Further, the mining plan was prepared and approved as per the feasible production limit set by the CEC.
3
It mostly includes the stages of mine development, drilling, blasting, extraction, crushing and screening at a mine among others.
As the mines have been in operation since decades, they have already been developed in terms of open pits, access roads, network of internal roads, site facilities, waste dump and C&S plant among others. The entire operations are fully mechanised through the use of heavy earth moving machinery.
Overall, the mining operations include excavation, loading, C&S and haulage of overburden to waste dumps. The ROM (Run of Mines) are excavated, loaded, processed in the crushing and screening (C&S) plant. The waste is stored at the designated place as per approved mining plan.
4
The process is of two types – Progressive Mine Closure Plan (PMCP) and a Final Mine Closure Plan (FMCP).
> PMCP includes various land use activities which are continuously and sequentially carried out during the entire period of the mining operations
> FMCP includes activities that would begin towards the end of mine life and may continue even after the reserves are exhausted and/or mining is discontinued till the mining area is restored to an acceptable level
PMCP: A yearly report, as specified by the Indian Bureau of Mines, is submitted every year, setting forth the extent of protective and rehabilitative work carried out as envisaged in the approved mine plan.
FMCP: As per Rule 24, MCDR 2017, the holder of a mining lease shall submit a final mine closure plan to the competent authority for approval two years prior to the proposed closure of the mine.
5
This stage ensures the safety and environmental stability of the mining area
All our working mines are in the operation stage. Hence, we haven’t carried out this stage yet. At our Vijayanagar Mines, plan was prepared and approved as per the feasible production limit set by the CEC.
In compliance with the order of the Hon’ble Supreme Court, we at our Vijayanagar mines, have rehabilitated the encroached dumps of erstwhile lessees (as per the approved R&R plan) before commencement of the mining operations. Under the dump management plan, we have constructed toe walls and garland drains all along the dump to control runoff and siltation. In addition, we have also put coir mats on the unstable/encroached dumps and undertaken extensive plantation to further stabilise it.
The tailings management area at JSW Steel is located on the eastern boundary of the Vijayanagar plant. The tailings pond, from the benefication plant, is a well-managed facility into which the tailings from the ore beneficiation plant is pumped. The rejected material from the beneficiation plant is primarily low-grade iron ore, which is transported in slurry form through the pipeline and stored in the lined tailings pond. The supernatant excess water is pumped back to the beneficiation plant.

There are three ponds – Pond 1, Pond 2 and Pond 3. The ponds were constructed in a geosyncline, which has a hard impervious rock bottom. Various reputed institutes and companies such as MECON, Richardson and Cruddas have conducted geophysical, hydrogeological and TCLP (Toxicity Characteristic Leaching Procedure) tests along with an Environment Impact Assessment (EIA) to assess and confirm the safety and health of the project site.
Bunds have been constructed in collaboration with specialists, using pre-engineered design coupled with water recovery facilities. The bottom of the bund is High Density Polyethylene (HDPE), which ensures no seepage from the pond.
Currently, we are retrieving the material collected in Pond 1 using a dredger and the thickened paste obtained is sent to the Slime Recover Plant (SRP). More than 45% Fe bearing material is recovered and sent to the JSW Pellet Plant for pelletisation and the tailings with <45% Fe from SRP are sent to Pond 2. Pond 3 receives tailings from the ore beneficiation. The tailings are thickened for paste transportation and the dewatering is done to increase the stability of the bund.

On-farm demonstrations for better techniques with ICRISAT in Karnataka.
